En liten plastdel i en eldre maskin røk, og med den stoppet hele driften. Leverandøren er for lengst lagt ned, så reservedeler er det ikke å oppdrive. Da står du igjen med ett reelt alternativ: måle opp originalen, modellere den på nytt og printe en erstatning. Det høres greit ut, og det er det stort sett også. Men det som avgjør om delen faktisk passer, er ikke printeren. Det er målene, toleransene og hva delen skal tåle.
Måling er hele grunnlaget
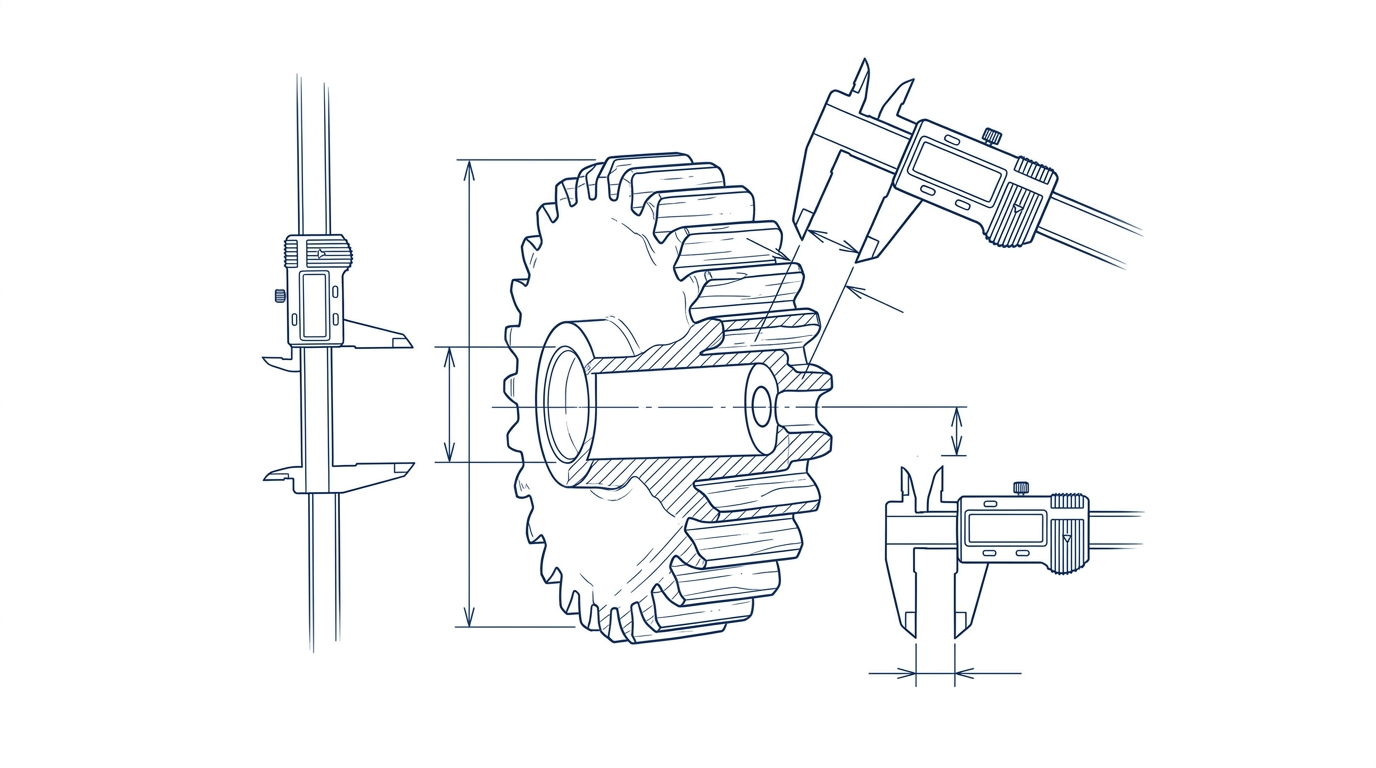
Alt som griper inn i noe annet må måles med skyvelær: akselhull, festepunkter, tannavstand. Mål samme punkt flere ganger og skriv ned avvikene mellom målingene, for de forteller deg noe. En brukt del er slitt, og det betyr at målet du leser av allerede er litt feil. Slitasje i et akselhull gjør det større enn det var da delen var ny. Poenget er derfor å modellere mot slik delen skal ha sett ut, ikke mot den utslitte tilstanden du har foran deg.
Delen som brakk, brakk som regel nettopp der den allerede var svekket. Bruk de uskadde flatene som referanse og bygg geometrien opp igjen derfra.
Toleranser avgjør alt
En modell kan ha helt riktig nominell geometri og likevel ikke passe uten toleranser. Tallene under er et fornuftig utgangspunkt, ikke en fasit. Du justerer dem etter at du har målt en prøvebit.
| Passform | Justering |
|---|---|
| Klaring for roterende aksel (hull) | +0.2 til +0.4 mm |
| Press-passning | -0.05 til -0.1 mm |
| Materialkrymp | 0.2 til 0.7 prosent |
Krymp er retningsbestemt og varierer med både materiale og temperatur. Den legger seg oppå de andre toleransene, så et hull som skal måle 10 mm modelleres ikke bare med klaring: du må også korrigere for at delen trekker seg sammen når den kjøler ned.
Materiale etter last
Velg materiale etter hva delen faktisk blir utsatt for, ikke etter hvilken rull som tilfeldigvis sitter i printeren.
- PETG: seigt og kjemikaliebestandig. En god allrounder for moderat mekanisk last.
- ASA: UV- og varmebestandig. Det du griper til for deler som ligger i sollys eller nær en varmekilde.
- Nylon: sterkt og slitesterkt. For tannhjul, glidere og alt som lever med kontinuerlig friksjon.
Orientering er styrke
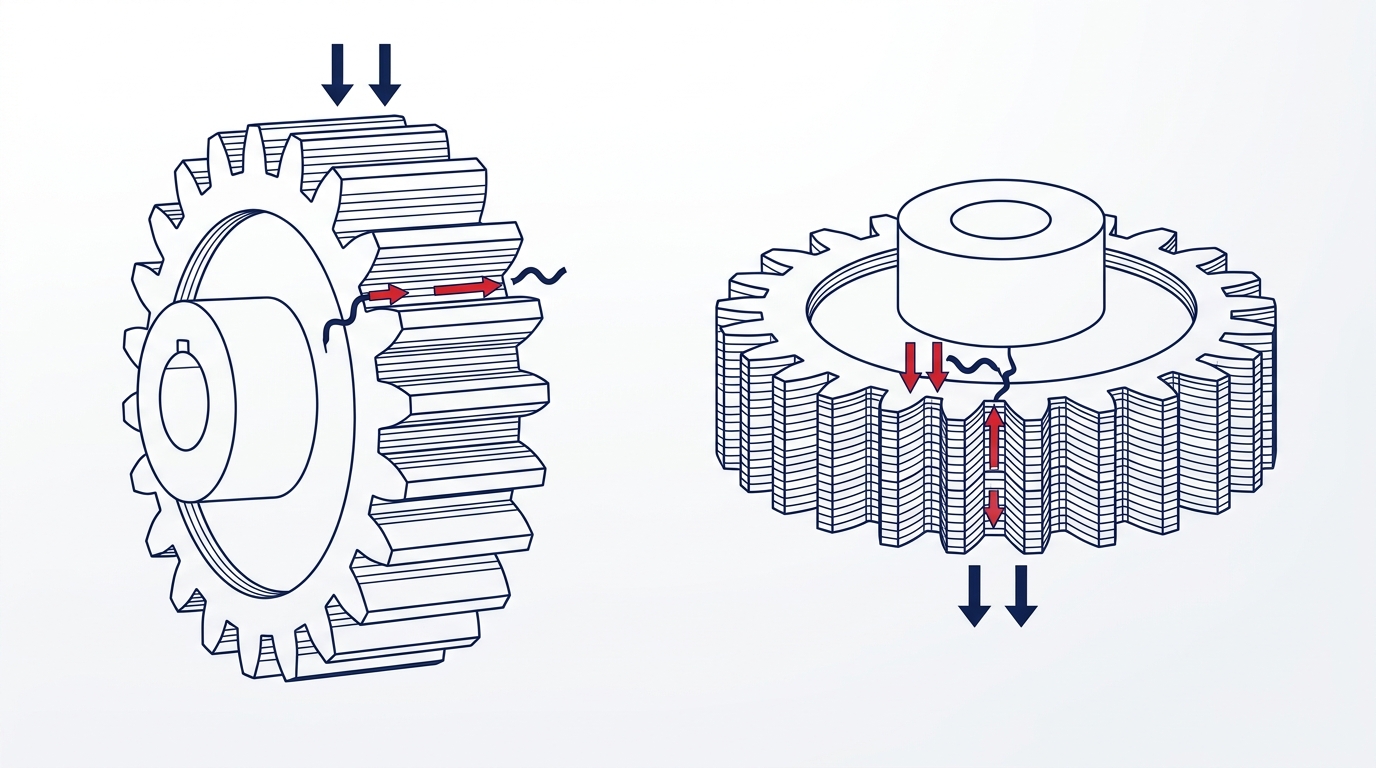
En printet del er svakest mellom lagene, og det er der den svikter. Belaster du den på tvers av lagene, sprekker den villig langs skjøtene. Løsningen er å orientere delen slik at kreftene går langs lagene i stedet for på tvers. For et tannhjul betyr det liggende print, slik at hver tann tar lasten i planet og ikke blir flerret av lag for lag.
Test før du printer alt
Ikke print hele delen med det første. Print heller en prøvebit av det som er kritisk: akselhullet, en enkelt tann, festepunktet. Så måler du og prøvemonterer.
1. Mål original (skyvelær, flere målinger)
2. Modeller mot nominell geometri, ikke slitt tilstand
3. Legg på toleranse + krympkorreksjon
4. Print prøvebit av kritisk parti
5. Mål og prøv montering
6. Juster modell, gjenta til passform stemmer
7. Print hele delenPasser prøvebiten, kjører du hele delen med de samme innstillingene. Passer den ikke, justerer du modellen og prøver igjen. Det koster deg noen gram filament og et kvarter, mot en bortkastet feilprint av hele delen. Til slutt går maskinen igjen, og du har filen liggende klar neste gang den samme delen ryker.


